テーパーネックエンドミルとは
テーパーネックエンドミルとは、ネック部分がテーパー(先細り)形状になっているエンドミル。ストレートネックよりも剛性が高い。
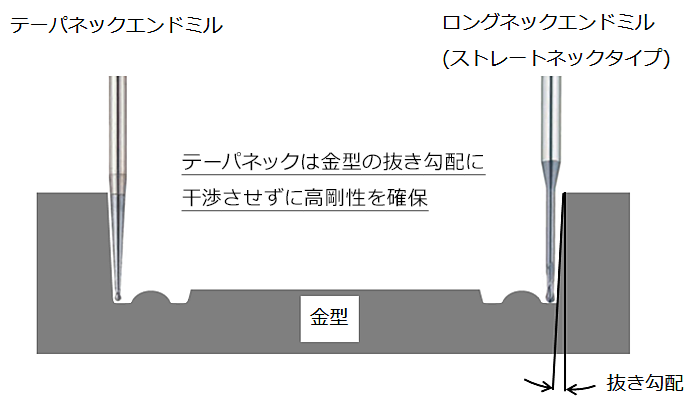
画像引用:テーパネックエンドミルの有用性【ミスミ】
主な用途
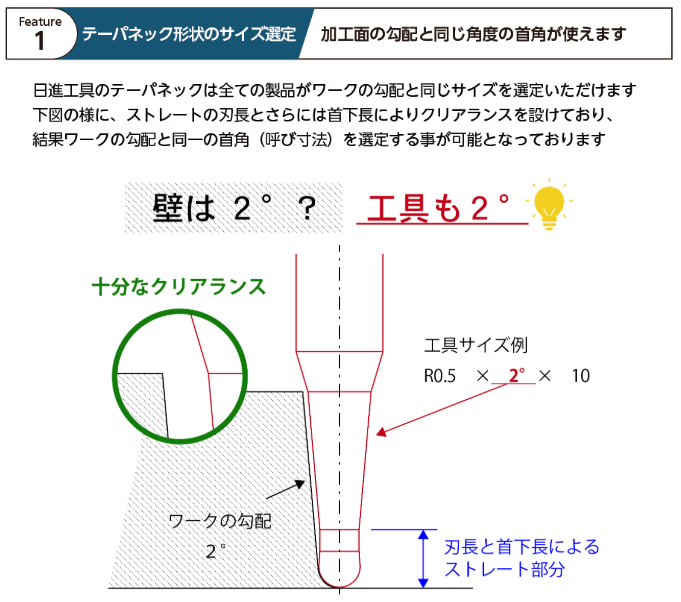
金型の抜き勾配加工
金型には0.5~3°程度の抜き勾配が設定されていることが多く、テーパーネック形状が干渉せずに加工可能。
深いポケット加工
通常のエンドミルでは届かない深さでも、テーパーネックなら高精度で加工可能。
高硬度材の加工
剛性が高いため、硬い材料でも安定した切削が可能。
金型の抜き勾配とは
プラスチック射出成型金型、ダイカスト金型など、金型から製品をスムーズに取り出すために設ける傾斜角度のこと。
金型側面にわずかな傾斜(0.5°〜3°程度)をつけることで、離型抵抗を減らし、スムーズに取り出せるようになる。