フライス加工で鏡面仕上げは可能か?
Xでマシニングセンタを用いた金属の鏡面加工動画が「AIか本物か」と話題になっていた。(https://x.com/otaka_ss_mold/status/2051991480940826784)
一般的に、金属加工における「鏡面仕上げ」は、研削加工やバフ・ラップ研磨といった「研磨」の領域。通常のフライス加工(切削)では表面にカッターマーク(凹凸)が残るため、鏡面には仕上がらない。
超精密設備や専用工具を使えば不可能ではないが、難易度が高く一般的ではない。
そもそも鏡面とは何か?
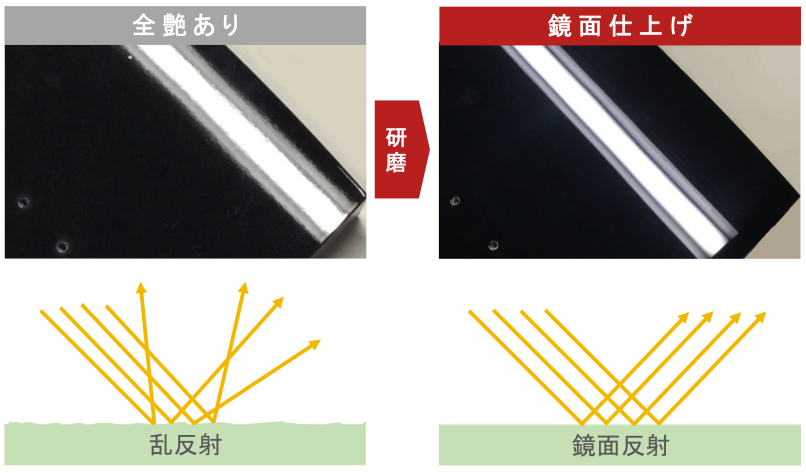
表面に凹凸がなく、鏡のように物を映し出す状態のこと。
画像引用:https://www.piax.co.jp/mirrorpaint/
表面粗さで表すと、おおよそRa0.1以下の状態を指す。
※Ra0.1とは表面にある凹凸の平均的な高低差が0.1μm(0.0001mm)以下。
フライス加工で鏡面加工ができない理由
通常のフライス加工(切削)では、表面に「カッターマーク」や「パス目」という微細な凹凸が残るため、光が乱反射して鏡面にはならない。
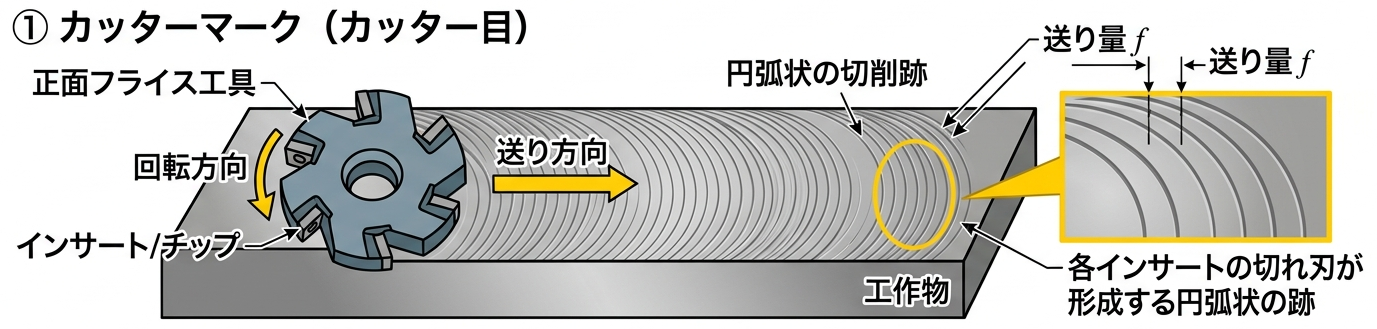
カッターマークとは
カッターマークとは工具の回転によってできる、周期的な微細な削り跡(段差)のこと。刃先の高さに差異があるため発生する。
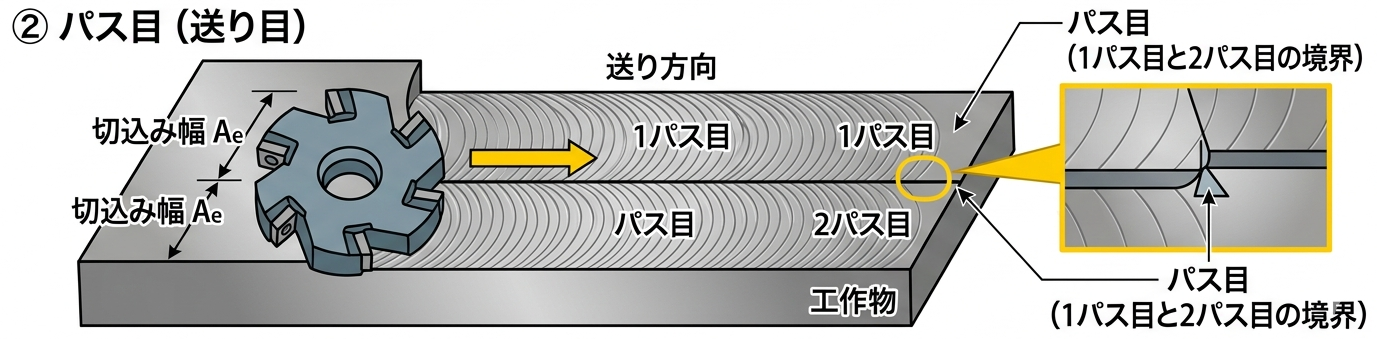
パス目とは
パス目とは工具が往復・移動した際の「加工経路(パス)の継ぎ目」にできる跡のこと。機械のわずかな傾きや負荷によって、隣り合う列との境界に線状の段差(パス目)が生まれる。
カッターマークの原因と対策(工具)
<原因>
フライス加工においてカッターマークが発生する最大の要因は工具の「刃ブレ」。
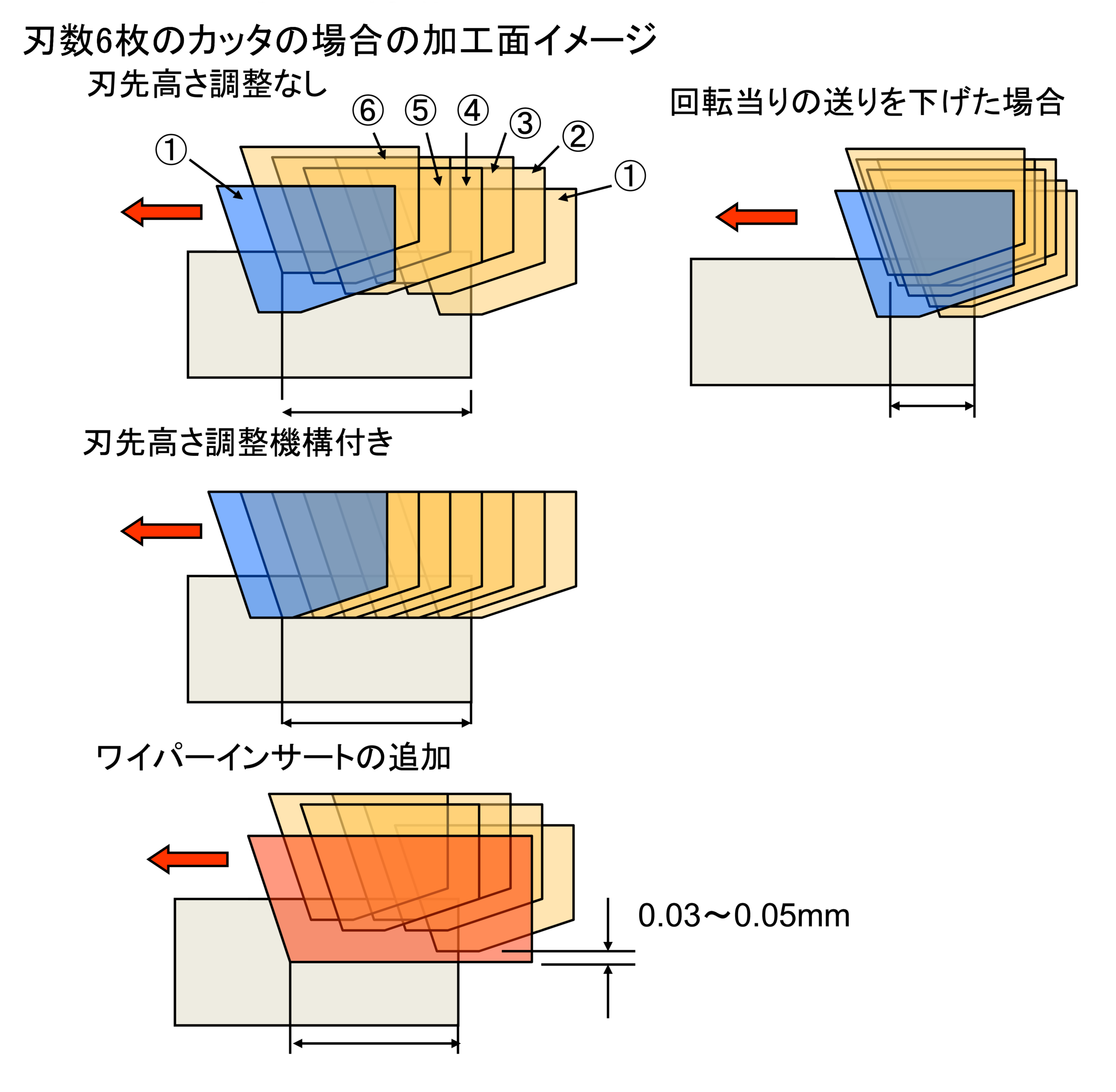
<対策>
・刃数を1枚にする
最もシンプルかつ確実な刃ブレ対策。すべての削り跡が「同じ1枚の刃」によって作られるため、刃先高さのバラつきそのものが発生しない。
・送りを下げる
通常の複数刃工具でも送りを下げることで面粗さが向上する(加工面は一番高い刃先の位置で揃うため)。
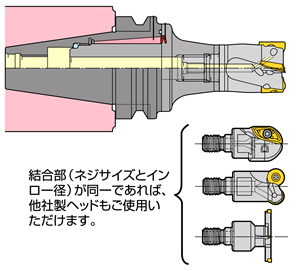
・刃先高さ調整機能付きの工具を使用
カートリッジ式などで各刃の高さを精密に微調整できる機能を用いて複数刃であっても刃ブレを抑えることができる。
・ワイパーインサート(仕上げ刃)を使用
複数ある刃の中に、底面を平らに仕上げるための「ワイパーインサート」を組み込む方法。ワイパーインサートが一番高い刃先となる。
引用:高精度仕上げ面を狙うワイパーインサートとは?【OSG】
カッターマークの原因と対策(被削材特性)
<原因>
カッターマークは、加工する被削材(ワーク)の特性によっても引き起こされる。
アルミやSS材といった「ねばい材料」では、切り屑の一部が工具の刃先に溶着しやすく、構成刃先(溶着)は刃先が実質的に突起した状態になり、特定の刃が想定よりも深くワークを削ってしまう。
一方で、焼入れ鋼など材料が非常に硬いために工具刃先の摩耗が急激に進み、摩耗した刃は削り残しが発生し、カッターマークの原因となる。
<対策>
構成刃先(溶着)への対策として、SS材などの鋼系材料に対してはサーメット、アルミニウム合金に対しては、単結晶ダイヤモンドが効果的。
急激な摩耗が問題となる焼入れ鋼に対しては、cBN(立方晶窒化ホウ素)が有効。
ただし純アルミや耐熱合金など、高性能な工具材質をもってしても対策が困難な被削材も存在する。
まとめ
工具、被削材特性のほかにも、機械主軸の振れ・剛性不足、ワークの剛性不足・クランプ不良、ひずみ、温度変化、むしれ、など加工面に悪影響を及ぼす要因が多い。
個々の原因に対策をして、加工面の品質(面粗さ)をある程度向上させることは十分可能。
しかし、光が綺麗に反射する「鏡面レベル」まで到達させるには、工具選定から機械のメンテナンス、治具の工夫にいたるまで、高度なノウハウと調整(加工条件の最適化)が必要になる。
加工面の品質を高めることは重要だが、切削だけで無理に鏡面を狙う必要はない。切削と研磨と組み合わせるコストバランスを慎重に見極めることが重要。
参考リンク
・高精度仕上げ面を狙うワイパーインサートとは?【OSG】
・仕上げ面粗さの向上【三菱】
・底面加工時のカッターマークが付かない方法【ミスミ】
・ワイパーチップによる仕上げ加工【サンドビック】
・鏡面切削加工【株式会社中田製作所】
・磨きレス切削加工で鏡面を得るためのポイントとは?【株式会社木村製作所】