フラットドリルとは?
フラットドリルとは、先端角180°のドリル。
主に座ぐり加工に用いられる。
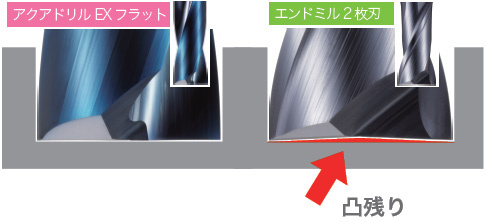
外観はエンドミルに似ているが、正面のみに切れ刃を持つ。
エンドミルのように凸残りが生じず、底面の完全フラット加工が可能。
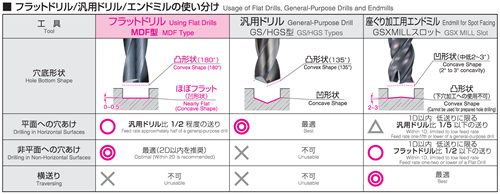
フラットドリル/汎用ドリル/エンドミルの使い分け
平面への穴あけなら「汎用ドリル」。
非平面の穴あけ加工なら「フラットドリル」。
加工効率は悪いものの汎用的に使用できるのが「ザグリ加工用エンドミル」
フラットドリルのデメリット(汎用ドリルと比較して)
・先端がフラットであるがゆえに、ドリルにかかる軸方向の負荷が大きい。
・ねじれ角が弱いため、切りくず排出性が悪い。
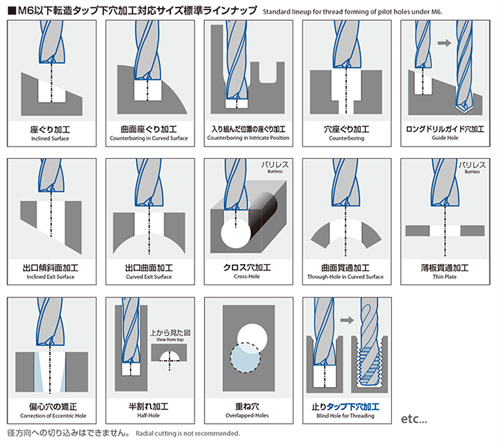
フラットドリルの使い方
傾斜面や、円筒面などの非平面への穴あけが可能。
出口側のバリ抑制にも効果があるため薄板の加工にも効果的。
各メーカー製品の特徴
アクアドリルEXフラット【NACHI】






無限フラットドリル MFD【日進工具】

参考リンク
・フラットドリルと先端角ありのドリル どのように使い分ければよいか?(OSG加工相談FAQ)
・フラットな穴底加工の品質安定化とコスト削減を両立する方法(MiSUMi技術情報)
・Q&AアクアドリルEXフラット(NACHI)