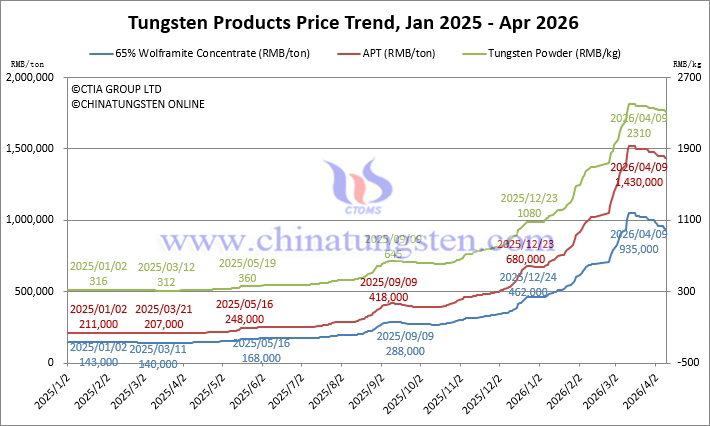
2026年タングステンの価格高騰
2026年3月タングステン価格が数十年来の最高水準に達した。この高騰は、世界各地の紛争における軍需物資の消費増加と、中国の輸出規制によって引き起こされた供給危機の深刻化に起因する。
タングステン市況が確認できるサイト
China Tungsten Online(中鎢在線新聞網)
中国のタングステンメーカーが運営するニュースサイト。
超硬価格相場推移(エコメタルジャパン株式会社)
スクラップ買い取り業者のサイト。日本のスクラップ相場。
Fastmarkets
世界最大級のコモディティ価格報告機関(PRA)。グローバルな市場価格や分析レポートにおいて、業界のベンチマーク(指標)として世界的に高い信頼性。
Asian Metal(アジアンメタル)
タングステンを含むレアメタルや非鉄金属の市況において、世界で最も権威のある価格査定機関(PRA)
国内メーカーの動向
国内メーカー各社では、製品価格の改定(値上げ)や、特定国に頼らない「脱・中国依存」に向けた供給網の再構築、さらには資源循環を目的としたリサイクル強化の動きが活発化。
三菱マテリアルグループ
三菱マテリアルは、タングステンのリサイクル原料使用率目標を従来の80%から100%(完全循環)に引き上げ。
日本新金属、三菱マテリアルハードメタル、MOLDINOが受注制限を発表。
・タングステン循環、世界3極で100% 三菱マテリアルがリサイクル目標【日刊工業新聞】
・三菱マテリアルヨーロッパ社は欧州における金属資源循環を主導します【三菱マテリアル】
・タングステン製品の受注制限の実施について【日本新金属】
・タングステン供給不足に伴う弊社製品の受注制限について【三菱マテリアルハードメタル】
・世界的なタングステン供給不足に伴う超硬製品の受注制限について【MOLDINO】
住友電工グループ
アライドマテリアルがタングステンの還元および炭化工程の能力を増強。
・タングステンの供給能力を約1.5倍に増強 総額約159億円を投資、2028年度上期稼働へ【アライドマテリアル】
その他
富士精工が超硬切削工具の素材調達が逼迫していると発表。
・中国の輸出規制響く…富士精工、超硬素材調達が難航【日刊工業新聞】
メーカー各社では、製品価格の改定(値上げ)を発表。
・メーカーの価格改定情報一覧
超硬工具のリサイクルに関する取り組み
・超硬工具リサイクルシステム【三菱マテリアル】
・超硬リサイクルシステム【住友電工】
・超硬工具のリサイクル【住友電工】
・画期的なリサイクルシステムを 実現した新技術~「酸化–湿式化学処理法」への果敢な挑戦~【住友電工】
・超硬製品屑からのタングステンの リサイクルシステムの構築【経済産業省】