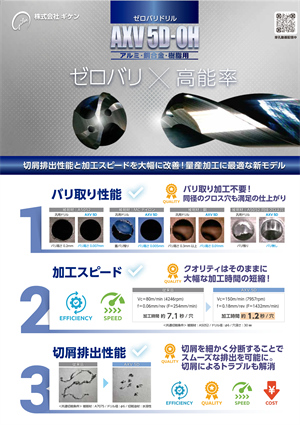
バリレスドリルとは
バリレスドリルとは、加工時にバリが出にくい、または出ないように設計されたドリル。
株式会社ギケンが『ゼロバリシリーズ』の、積極的なプロモーション活動を展開し認知度が向上。他メーカーでも同コンセプトの製品が展開されている。
バリレスドリルとは、加工時にバリが出にくい、または出ないように設計されたドリル。
株式会社ギケンが『ゼロバリシリーズ』の、積極的なプロモーション活動を展開し認知度が向上。他メーカーでも同コンセプトの製品が展開されている。
複合加工機とは、1台の工作機械で複数の加工を連続して行える機械。
JISでは「回転工具主軸,連続割出し可能な工作主軸,及び工具マガジンを備え,工具を自動的に交換する機能をもち,工作物の段取り替えなしに,旋削,フライス削り,中ぐり,穴あけ,ねじ切り,ホブ加工などの複数の加工が行える数値制御工作機械。」と定義される。(JISB0105:2012 工作機械―名称に関する用語)
「ターニングセンター」とは「回転工具主軸,割出し可能な工作主軸,及びタレット又は工具マガジンを備え,加工プログラムに従って工具を自動交換できる数値制御工作機械。」
「マシニングセンター」とは「主として回転工具を使用し,フライス削り,中ぐり,穴あけ及びねじ立てを含む複数の切削加工ができ,かつ,加工プログラムに従って工具を自動交換できる数値制御工作機械。
つまり
「NC旋盤+ATC=ターニングセンター」
「NCフライス+ATC=マシニングセンター」
「NC旋盤+NCフライス+ATC=複合加工機」
である。
※「複合加工機=ターニングセンター」と説明されることがあるが誤用。
複合加工機はベースとなる機械で大きく分類できる(明確な区別ではない)。
・旋盤型=NC旋盤がベースの複合加工機
・自動旋盤型=自動旋盤がベースの複合加工機
・マシニング型=マシニングセンターがベースの複合加工機
・その他=AM (金属積層造形)機能、5軸機能、研削機能等、を搭載する複合加工機
複合加工機(旋盤型)
本社:愛知県
HP:https://www.mazak.com/jp-ja/

複合加工機(旋盤型)、複合加工機(マシニング型)
本社:愛知県
HP:https://www.dmgmori.co.jp/
複合加工機(旋盤型)、複合加工機(マシニング型)
本社:愛知県
HP:https://www.okuma.co.jp/
複合加工機(自動旋盤型)
本社:長野県
HP:https://cmj.citizen.co.jp/
複合加工機(旋盤型)
本社:石川県
HP:https://www.nakamura-tome.co.jp/
複合加工機(マシニング型)
本社:福井県
HP:https://www.matsuura.co.jp/japan/
複合加工機(マシニング型)
本社:愛知県
HP:http://www.brother.co.jp/product/machine/
自動盤(Automatic Lathe、自動旋盤)とは、材料をセットすると自動で連続的に加工を行う旋盤の一種で、主に大量生産向けに使われる工作機械。特に小型の円筒形部品の加工に適している。
自動盤とNC旋盤はどちらもNC(数値制御)を用いて旋盤加工を行う点では共通している。
一番の違いは材料の供給方法。NC旋盤では、ワークごとにチャックで掴み直して加工する必要があるが、自動盤は長尺の棒材から連続して部品を削り出し、自動で切り離す「バー材加工」が可能。
小型部品の大量生産には自動盤が向いており、中~大型部品の多品種生産にはNC旋盤が向いている。

精密自動旋盤の世界的リーディングメーカー。特にスイス型NC自動旋盤Cincomシリーズは世界シェアトップ級。
本社:長野県
親会社:シチズン時計株式会社
HP:https://cmj.citizen.co.jp/
スイス型CNC自動旋盤のメーカー。売上の約9割が海外。
本社:静岡県
HP:http://www.star-m.jp/
スイス型CNC自動旋盤、マシニングセンタ、研削盤など。
本社:東京都
HP:https://www.tsugami.co.jp/
5軸加工機とは、工具やワーク(加工物)を5つの軸で動かして加工する工作機械。通常の3軸(X, Y, Z)に回転軸(A軸、B軸またはC軸)を2軸追加したことで、より複雑な加工が可能。
本社:愛知県
HP:https://www.dmgmori.co.jp/

本社:愛知県
HP:https://www.mazak.com/jp-ja/
本社:愛知県
HP:https://www.okuma.co.jp/
本社:福井県
HP:https://www.matsuura.co.jp/japan/
本社:アメリカ
HP:https://www.haascnc.com/ja.html
本社:ドイツ
HP:https://www.hermle.de/en/
本社:ドイツ
HP:https://www.grobgroup.com/jp/
刃先交換式工具は主軸への取り付け方法によって「シャンクタイプ」、「モジュラータイプ」「ボアタイプ」に分類される。
「モジュラータイプ」のほか「スクリュー」「ねじ止め式」「ねじ込み式」とも呼ばれる。

結合部(ネジサイズとインロー径)が同一であれば、各社メーカーのホルダーとヘッドには互換性がある。
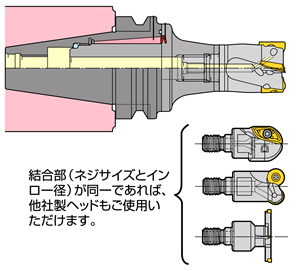
・ホルダーとの組み合わせで高い切削性能を発揮できる
・ホルダー/ヘッドの共通化で工具の集約
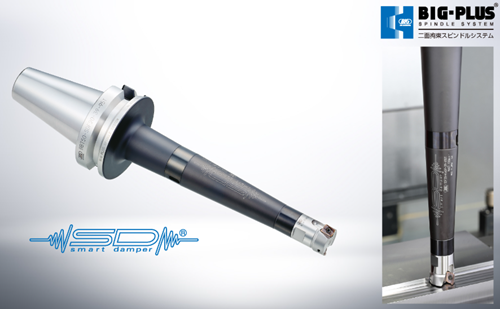
モジュラータイプのホルダーと組み合わせることで、シャンクタイプに比べ、同じ突出し長さにもかかわらず、刃先からゲージラインまでの距離が短い。ビビリが低減出来るため、高速M/C(BT30/BT40等)でも高能率・高品位加工が可能。

参考:モジュラーエンドミル【京セラ】
スチール製のシャンクタイプと比べ、超硬製の高剛性ホルダーとの組み合わせで、工具突出しが長くなる深い立ち壁加工においても、ビビリのない安定した加工を実現。
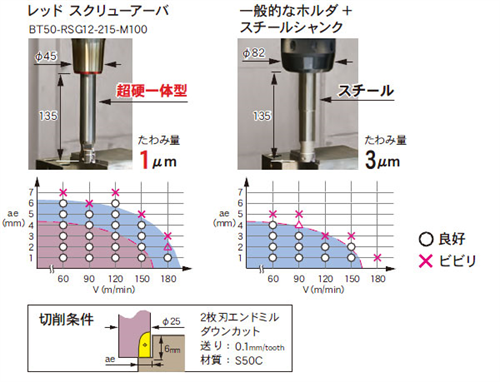
参考:レッドスクリューアーバ【MST】

規格:エンドミルシャンク(φ10~φ32)/BT/HSK_A
ねじサイズ:M6/M8/M10/M12/M16