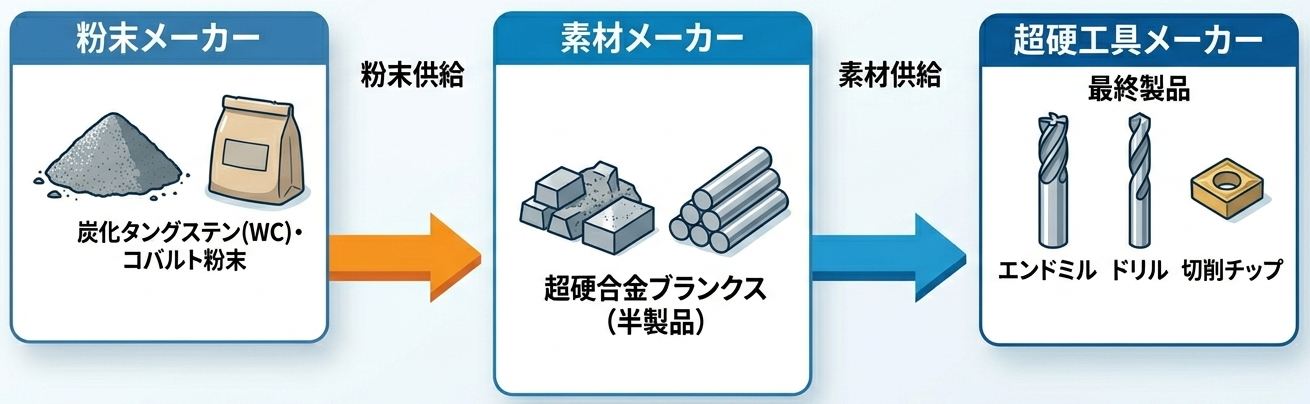
超硬工具業界のサプライチェーン構成
超硬工具は、主に炭化タングステン(WC)とコバルト(Co)で構成されており、以下の3段階で製品化されます。
【川上】超硬粉末メーカー
【川中】超硬素材メーカー
【川下】超硬工具メーカー
このページでは超硬素材メーカーをまとめる。
超硬素材メーカー
住友電工ハードメタル株式会社
本社:兵庫県https://www.sumitool.com/products/carbide-materials/
株式会社アライドマテリアル
住友電気工業株式会社の完全子会社。https://www.allied-material.co.jp/products/hard-metal.html VIDEO
株式会社アクシスマテリア
住友電工ハードメタル株式会社の子会社(2004年)https://www.axismateria.co.jp/aml/index.html
冨士ダイス株式会社【6167】(FUJILLOY)
本社:東京都https://www.fujidie.co.jp/ VIDEO
日本タングステン株式会社【6998】(ニッタンロイ)
本社:福岡県https://www.nittan.co.jp/products/subcate_003.html VIDEO
三菱マテリアルハードメタル株式会社
旧MMCリョウテック株式会社。2025年7月社名を「三菱マテリアルハードメタル株式会社」に変更。https://www.mmhm.co.jp/ja/ VIDEO
ダイジェット工業株式会社【6138】
本社:大阪府https://saas.actibookone.com/content/detail?param=eyJjb250ZW50TnVtIjoyNTMyNTB9&detailFlg=0&pNo=1
株式会社トーカロイホールディングス(トーカロイ)
2022年4月~株式会社トーカロイホールディングスhttps://www.tokaloy.co.jp/
日本ハードメタル株式会社
オーエスジー株式会社グループ(100%子会社)。http://www.nhm.co.jp/
株式会社共立合金製作所(エバーロイ)
本社:兵庫県https://www.everloy-cemented-carbide.com/ VIDEO
株式会社シルバーロイ
本社:兵庫県http://www.silveralloy.co.jp/jp/
サンアロイ工業株式会社(サンアロイ)
本社:兵庫県https://www.sanalloy.co.jp/
マコトロイ工業株式会社
本社:大阪府http://www.makotoloy.co.jp/products/ VIDEO
株式会社ノトアロイ
本社:石川県http://www.notoalloy.co.jp/
日本特殊合金株式会社
本社:愛知県https://www.ntg-tokyorope.co.jp/products/index.html
瑞穂工業株式会社(みづほロイ)
超硬合金素材・金型の販売 <取引先> 三菱マテリアル株式会社 パナソニック株式会社 株式会社クボタ などhttp://www.mizuho-loy.co.jp/
GESAC(ゲサック)
GESAC(ゲサック)は、中国を拠点とする世界的な超硬合金および切削工具メーカーで、タングステン関連製品の製造から販売までを一貫して行う。https://www.gesac.jp/
CERATIZIT(セラティジット)
2012年(平成24年), OSGと販売提携(切削工具)http://www.ceratizit-j.co.jp/ https://www.youtube.com/channel/UCMKFquJnr4xw1Nu4g-pay4A