機械工具商社とは
機械工具商社とは、工作機械や切削工具を取り扱う商社。
日本国内の企業数は1348社以上(全機工連の会員数が1348社)
このページでは特に切削工具を取り扱う商社をまとめる。
卸売商社と販売店
機械工具商社は大きく「卸売商社」と「販売店」に分類される。
「卸売商社(一次商社)」…メーカーから仕入れ、販売店に販売(例:山善、NaITO)
「販売店(二次商社)」…卸売商社から仕入れ、工場等のユーザーに販売
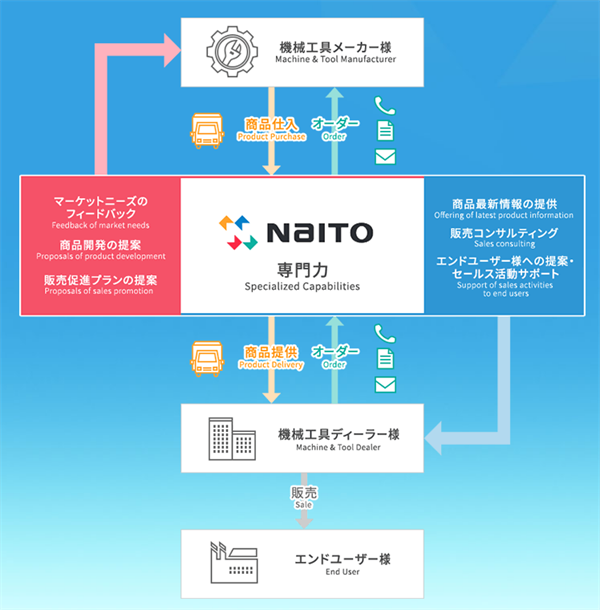
【参考】どのようなビジネスモデルなの?(NaITO)
近年の業界トレンド:EC商社の躍進
新しいビジネスモデルとして、モノタロウ、ミスミ、のオンライン商社が近年売上を伸ばしている。
ECサイトの利便性や低価格帯のオリジナル製品が評価されている。
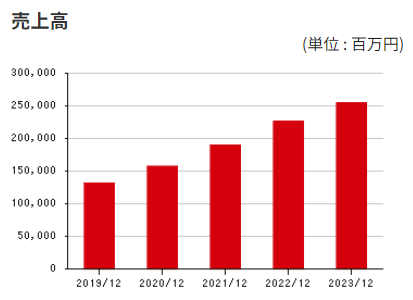
【参考】モノタロウ売上高
近年の業界トレンド:メーカーの直販化
メーカーが商社や代理店を介さずに顧客へ直接アプローチする「直販化」の動きが加速してる。
工作機械のDMG森精機は2024年度より、国内の販売体制を従来の商社経由から「直接販売・直接サービス」体制へと完全移行。消耗品や工具などを購入できるECサイト「myDMGMORI eMarket」を強化。
切削工具のOSG、ユニオンツールは独自の直販ECサイトを開設。
DMG森精機:https://ec.technium.net/shop/
OSG(6CxOSG):https://www.6cxosg.com/
ユニオンツール:https://online.uniontool.co.jp/shop/
機械工具商社
株式会社MonotaRO(モノタロウ)【3064】
工場・工事用間接資材のネット通販大手。同分野の米国大手(W.W. Grainger)が親会社。中小企業や小規模事業者、個人向けに幅広く展開。
2000年に設立し、同年にインターネット販売を開始。
分類:直販EC
本社:兵庫県
売上高:3,096億円(2025年12月期 連結決算)
従業員数:3,726名(連結、2025年12月末時点・臨時雇用者含む)
HP:https://corp.monotaro.com/
ECサイト:モノタロウ
株式会社ミスミグループ本社【9962】
FA部品・金型部品の製造販売(FA/金型部品事業)が中核。他社ブランド品を含む生産副資材等をカタログ・WEBで販売する「VONA事業」も展開。
2000年代前半よりECサイト(MiSUMi-VONA)によるインターネット販売を本格化。
分類:直販EC
本社:東京都
売上高:4,136億円(2025年3月期 連結決算)
従業員数:11,623名(連結、2025年3月末時点)
HP:https://www.misumi.co.jp/
ECサイト:MISUMI(ミスミ)
岡谷鋼機株式会社【7485】
1669年創業の超老舗専門商社。鉄鋼を中心に、自動車部品、機械、非鉄金属、電子・化成品など幅広く扱う「ものづくり総合商社」。中部経済界を代表する名門企業。
分類:卸売商社(一次商社)
本社:愛知県
売上高:1兆1,217億円(2025年2月期 連結決算)
従業員数:6,477名(連結、2025年2月末時点)
HP:https://www.okaya.co.jp/
株式会社NaITO【7624】
岡谷鋼機株式会社の連結子会社。機械工具の専門商社大手。取扱商品の中でも特に「切削工具」に圧倒的な強みを持つ。計測機器や産業機器・工作機械などを第2、第3の柱へ育成中。
全国の機械工具販売店(二次商社)への卸売を主軸とし、強固な販売ネットワークと即納体制を構築。
分類:卸売商社(一次商社)
本社:東京都
売上高:491億円(2025年2月期 連結決算)
従業員数:546名(連結、2025年2月末時点)
HP:https://www.naito.net/
株式会社YUASA【8074】
1666年創業の老舗商社。工作機械の取扱高は業界トップクラス。産業機器、空調、建築資材など展開領域が広く、環境・防災・自動化などのテーマに注力。
旧ユアサ商事株式会社(2026年社名変更)
分類:卸売商社(一次商社)
本社:東京都
売上高:5,524億円(2025年3月期 連結決算)
従業員数:2,185名(連結、2025年3月末時点)
HP:https://www.yuasa.co.jp/
ECサイト:Growing Navi
株式会社山善【8051】
工作機械や工具の専門商社大手。住宅設備や家庭用機器も展開。国内外で問題解決サービス強化
「どてらい市」と呼ばれる各地で生産材・消費財を販売する展示会を開催。
2024年10月、総合プラットフォームサイト「teraido(テライド)」を開設(販売店専用のため、製造業ユーザーおよび個人消費者は利用不可)。
分類:卸売商社(一次商社)
本社:大阪府
売上高:5,161億円(2025年3月期 連結決算)
従業員数:3,276名(連結、2025年3月末時点)
HP:https://www.yamazen.co.jp/
ECサイト:teraido(テライド)
トラスコ中山株式会社【9830】
工場や屋外作業現場向け工具・消耗品・機器などの卸売大手。ホームセンターやEC事業者(モノタロウ等)向けも展開。機動力を武器としたPB(プライベートブランド)「TRUSCO」商品を強化。
「トラスコ オレンジブック」と呼ばれる、業界標準のプロツール総合カタログを自社発刊。
分類:卸売商社(一次商社)
本社:東京都/大阪府
売上高:2,729億円(2025年12月期 連結決算)
従業員数:3,165名(連結、2025年12月末時点・臨時雇用者除く)
HP:https://www.trusco.co.jp/
ECサイト:オレンジブック
株式会社東陽
1955年創業の機械工具・エンジニアリングの専門商社大手。自動車産業が集積する中部エリア(愛知県)を盤石な基盤とし、工作機械、切削工具、測定機器などの販売だけでなく、生産ラインの自動化・省力化提案(FAシステム)に強みを持つ。
分類:卸売商社(一次商社)
本社:愛知県
売上高:1,563億円(2025年3月期 連結決算)
従業員数:1,440名(連結、2025年3月末時点)
HP:https://www.toyo-tos.co.jp/
ユニソル株式会社
機械工具の専門商社大手。2026年4月に「株式会社ジーネット」から現社名へ変更。工場自動化(FA)システムや切削工具、測定・工作機器、物流・環境機器などを幅広く扱う
旧ジーネット(2026年社名変更)
分類:卸売商社(一次商社)
本社:大阪府
売上高:755億円(2025年3月期 連結決算 ※ジーネット単体換算含む)
従業員数:450名(連結、2025年3月末時点)
HP:https://g-net.co.jp/
岐阜商事株式会社
ユニソルグループ。岐阜県を地盤とする機械工具の専門商社。
分類:販売店(二次商社)
本社:岐阜県
売上高:54億円(2025年12月期 単体決算)
従業員数:71名(2025年12月末時点)
HP:https://www.gifushoji.co.jp/
岩瀬産業株式会社
1911年創業の総合機材・機械工具の専門商社大手。北関東(群馬・栃木・埼玉など)エリアを中心に強固なネットワークと高いシェアを持つ。
分類:卸売商社(一次商社)兼 販売店(二次商社)
本社:群馬県
売上高:491億円(2025年3月期 単体決算)
従業員数:548名(2025年3月末時点)
HP:https://www.iwase-net.co.jp/
杉本商事株式会社【9932】
機械・工具専門商社の大手。測定工具・測定機器関連に強みを持ち、業界トップクラスのシェアを誇る。工作用器具、空油圧機器、工作機械、配管資材など取扱商品は幅広い。
分類:卸売商社(一次商社)
本社:大阪府
売上高:455億円(2025年3月期 連結決算)
従業員数:467名(連結、2025年3月末時点)
HP:https://www.sugi-net.co.jp/
株式会社金太
1945年創業の鉄鋼・建設資材および機械工具の総合商社。北陸エリア(石川・富山・福井)を盤石な基盤とし、地域のインフラや建築、ものづくり産業を支える有力企業。
鋼板や形鋼、建材などの「鉄鋼製品」の加工・販売を主軸としながら、工作機械や切削工具、機械要素部品などを扱う「機械工具部門」も。
分類:卸売商社(一次商社)兼 販売店(二次商社)
本社:石川県
売上高:448億円(2024年3月期 単体決算)
従業員数:200名(2024年3月末時点)
HP:https://www.kk-kinta.co.jp/
株式会社Cominix(コミニックス)【3173】
切削工具や耐摩工具に特化した専門商社大手。自動車部品加工メーカー向けへの販売比重が高い。技術提案力に強みを持ち、近年は自社ブランド(プライベートブランド)商品の開発・販売にも注力。
旧大阪工機株式会社(2018年社名変更)
分類:卸売商社(一次商社)
本社:大阪
売上高:328億円(2025年3月期 連結決算)
従業員数:479名(連結、2025年3月末時点)
HP:https://www.cominix.jp/
株式会社共和工機
1963年創業の機械工具・産業機器専門商社。静岡県を基盤に、自動車や二輪車、精密機械などの製造現場へ工作機械や切削工具を供給。少人数ながら高い売上高を誇る地域有力企業。
分類:販売店(二次商社)兼 卸売商社
本社:静岡県
売上高:280億円(2025年12月期)
従業員数:112名(2025年12月末時点)
HP:https://www.kyowakoki.jp/
株式会社ウエノ
1954年創業の機械工具・産業機器の専門商社大手。山形県、宮城県などの東北エリアおよび新潟県を盤石な基盤とし、ものづくり現場に密着した独立系商社として高いシェアを持つ。
分類:卸売商社(一次商社)兼 販売店(二次商社)
本社:東京都(※実質的な事業本部は山形県山形市)
売上高:271億円(2025年11月期 連結決算)
従業員数:330名(連結、2025年11月末時点)
HP:https://www.ueno-u-pal.co.jp/
中央工機株式会社
1945年創業の機械工具・産業機器の専門商社。ものづくり王国である中部エリア(愛知県)を地盤に、自動車産業や航空宇宙産業、工作機械メーカーなどの製造現場へ深くコミット。
分類:販売店(二次商社)兼 卸売商社
本社:名古屋
売上高:224億円(2025年8月期 単体決算)
従業員数:215名(2025年8月末時点)
HP:https://www.chuo-koki.co.jp/
シミヅ産業株式会社
1947年創業の機械工具・産業機器の専門商社。大阪府を中心に近畿圏の製造現場に密着し、大手・中堅メーカーの工場向けに各種プロツールや生産資材を供給。
分類:販売店(二次商社)兼 卸売商社
本社:大阪府
売上高:218億円(2025年3月期 単体決算)
従業員数:212名(2025年3月末時点)
HP:https://www.shimizu.co.jp/
株式会社トミタ【8147】
1911年創業の工作機械・工具の老舗専門商社。自動車業界向けを主力に、電子関連分野への展開も拡大。アジア(中国、タイ、インドなど)や北米を中心に積極的な海外展開を図る。
自動車の製造ラインに強みを持ち、独立系商社としての提案力を活かした「エンジニアリング機能」を強化。
分類:卸売商社(一次商社)
本社:東京都
売上高:200億円
従業員数:200名
HP:https://www.tomitaj.co.jp/
株式会社旭商工社
1948年創業の機械工具・産業機器の専門商社。神奈川県を中心とした首都圏エリアの製造業(自動車、精密機械、電子部品など)を盤石な基盤とし、現場に密着した独立系商社として確固たる地位を築く。
分類:販売店(二次商社)兼 卸売商社
本社:神奈川県
売上高:198億円(2025年3月期 単体決算)
従業員数:240名(2025年3月末時点)
HP:https://www.kkamic.co.jp/
株式会社落合
1949年創業の機械工具・産業機器専門商社。東京都を拠点に、関東一円や東北・中部・九州まで拠点を展開。ねじ・締結部品のパイオニアであり、各種機械工具や伝動機器、FAシステムの提案・販売まで、製造現場の調達・生産効率化を幅広くサポート。
分類:販売店(二次商社)兼 卸売商社
本社:東京都
売上高:158億円(2023年6月期)
従業員数:191名
HP:http://www.ochiai-net.co.jp/
山下機械株式会社
1942年創業の工作機械・産業機器専門商社。愛知県を基盤に、自動車産業をはじめとする製造現場へ工作機械や切削工具、周辺機器を提案・販売。周辺システムを含めた自動化・省力化提案に強みを持つ。
分類:販売店(二次商社)兼 卸売商社
本社:愛知県
売上高:142億円(2025年9月期)
従業員数:105名(2025年9月末時点)
西川産業株式会社
1932年創業の機械工具・産業機器の専門商社。大阪(近畿圏)を盤石な地盤とし、自動車、弱電、精密機械、金属加工など幅広い製造現場に密着。
分類:販売店(二次商社)兼 卸売商社
本社:大阪府
売上高:109億円(2025年11月期 単体決算)
従業員数:194名(2025年11月末時点)
HP:https://www.nishikawa-nbc.co.jp/
株式会社ヤマモリ
1925年創業の機械工具・配管機材の総合商社。東京都および神奈川県などの首都圏エリアを地盤とし、自動車、電機、精密機械、建設など、幅広いものづくり現場や設備工事へ深くコミット。
工作機械や切削工具、測定工具をはじめとする「機械工具部門」と、バルブ、パイプ、継手などを扱う「配管資材部門」。
分類:販売店(二次商社)兼 卸売商社
本社:東京都
売上高:104億円(2025年9月期 単体決算)
従業員数:95名(2025年9月末時点)
HP:https://www.yamamori-net.co.jp/
株式会社Kamogawa
1949年創業の機械工具・産業機器専門商社。京都府を拠点に、自動車、半導体、電子部品、医療機器など関西圏から全国の製造現場へ深くコミット。
分類:販売店(二次商社)兼 卸売商社
本社:京都府
売上高:102億円(2025年9月期)
従業員数:135名
本社:京都府
生産品目:切削工具、測定工具、作業工具、FA関連機器、オーダーメイド製品など
HP:http://www.kamog.co.jp/
株式会社ラプラス
1945年創業(旧・株式会社三ツワ)の機械工具・産業機器の専門商社。宮城県を拠点とし、東北6県に張り巡らされたネットワークを強みとする地域密着型の有力企業。
分類:販売店(二次商社)兼 卸売商社
本社:宮城県
売上高:96億円(2025年5月期 単体決算)
従業員数:115名(2025年5月末時点)
HP:https://www.laplace.co.jp/
株式会社不二
1962年創業の機械工具・産業機器専門商社。静岡県を拠点に、工作機械や切削工具の販売を展開。ロボットや測定器、情報システムなどを組み合わせた、製造現場の自動化・省力化(FA化)のワンストップ提案に強みを持つ。
分類:販売店(二次商社)兼 卸売商社
本社:静岡県
売上高:92億2570万円(2024年3月期)
従業員数:98名
HP:https://www.fuji-sys.com/
株式会社テヅカ
1942年創業の機械工具・産業機器の専門商社。東京都をはじめ、関東・東北・中部エリアに営業拠点を展開し、自動車、弱電、精密機械、金属加工などの大手・中堅メーカーの製造現場へ深くコミット。
分類:販売店(二次商社)兼 卸売商社
本社:東京都
売上高:91億3,700万円(2025年3月期 単体決算)
従業員数:133名(2025年3月末時点)
HP:https://www.tezukacorp.com/
カツヤマキカイ株式会社
1923年創業の機械工具・産業機器専門商社。兵庫県を拠点に、自社ブランドの牽引機「チルホール」などの開発・製造を行うメーカー機能と、国内外の優れた工作機械・切削工具・物流機器などを提案する商社機能を併せ持ち、製造現場の生産性向上や省力化をサポート。
分類:販売店(二次商社)兼 卸売商社
本社:兵庫県
売上高:78億円(2024年3月期)
従業員数:108名
HP:https://www.katsuyama.co.jp/
株式会社植松商会【9914】
東北地方(宮城県、岩手県、福島県、山形県)を強固な地盤とする機械工具専門商社。地域に密着した「直販(ユーザー直販)」体制に強みを持ち、自動車、電子部品、医療機器などの大手・中堅メーカーと直接取引を行う。
分類:販売店(ユーザー直販)兼 卸売商社
本社:宮城県
売上高:72億円(2025年3月期 連結決算)
従業員数:89名(連結、2025年3月末時点)
HP:https://uematsushokai.jp/
旭商工株式会社
1953年創立の機械工具・産業機器専門商社。大阪府(摂津市)を本拠に、関西エリアを中心とした地域密着の生産財販売を展開。工作機械や切削工具の提案営業に強みを持つほか、EC通販事業(「プロキュアエース」等)をもう一つの柱として全国展開し、安定した成長を続けている。
分類:販売店(二次商社)兼 卸売商社 / EC通販
本社:大阪府
売上高:68.5億円(2024年8月期)
従業員数:96名(2024年8月時点)
HP:https://www.astt.co.jp/
ECサイト:プロキュアエース
マルニシ株式会社
1947年創業の機械工具・産業機器の専門商社。ものづくりが盛んな静岡県(浜松・三島・静岡・沼津など)を盤石な基盤とし、地域の自動車関連、楽器、光関連産業などの製造現場に深く密着。
分類:販売店(二次商社)兼 卸売商社
本社:静岡県
売上高:66億円(2025年3月期 単体決算)
従業員数:122名(2025年3月末時点)
HP:https://www.marunishi-net.co.jp/
株式会社UK
1956年創業の切削工具・機械工具の専門商社(旧社名:上野興産株式会社、2021年に現社名へ変更)。東京都をはじめ関東エリアや東北・中部・九州などに拠点を展開し、自動車、航空宇宙、精密機械などの大手・中堅メーカーの製造現場に深くコミット。
分類:販売店(二次商社)兼 卸売商社
本社:東京都
売上高:65億円(2025年9月期 単体決算)
従業員数:232名(2025年9月末時点)
HP:https://www.uk-c.co.jp/
株式会社サカノシタ
1947年創業の機械工具・産業機器の専門商社。京都・滋賀エリアを地盤とし、地域の先進的なものづくり企業(精密機械、電子部品、自動車関連など)の製造現場に密着。
分類:販売店(二次商社)兼 卸売商社
本社:京都府
売上高:55億円(2025年5月期 単体決算)
従業員数:75名(2025年5月末時点)
HP:http://sakanoshita.com/
阪東機工株式会社
1948年創業の機械工具・産業機器の専門商社。鹿児島県・宮崎県を中心とした南九州エリアを盤石な基盤とし、地域の自動車関連、電子部品、食品加工、金属加工などの製造現場や基幹産業へ深くコミット。
分類:販売店(二次商社)兼 卸売商社
本社:鹿児島県
売上高:48億円(2025年9月期 単体決算)
従業員数:101名(2025年9月末時点)
HP:https://www.bandokiko.co.jp/
株式会社 ホリヤ
1954年創業の機械工具・産業機器専門商社。大阪府を拠点に、関西エリアの自動車部品、油圧機器、ベアリング、半導体などの製造現場へ深く密着。工作機械や切削工具の販売のほか、工場の自動化(FA)や環境改善提案に強みを持つ。
分類:販売店(二次商社)兼 卸売商社
本社:大阪府
売上高:48億円(2025年12月期)
従業員数:97名(2025年12月末時点)
HP:http://www.horiya.co.jp/
荻原物産株式会社
1948年創業の機械工具・産業機器の専門商社。群馬県を盤石な基盤とし、北関東エリアの自動車部品、精密機械、金属加工などの製造現場に深く密着した地域有力企業。
分類:販売店(二次商社)兼 卸売商社
本社:群馬県
売上高:43億円(2025年12月期 単体決算)
従業員数:70名(2025年12月末時点)
HP:https://www.ogi-b.co.jp/
三共精機株式会社
1948年創業の機械工具・産業機器の専門商社。京都・滋賀エリアの精密機械、自動車関連、電子部品などの製造現場を地盤とし、伝統的なものづくりと最先端技術の双方に密着。
分類:販売店(二次商社)兼 卸売商社
本社:京都府
売上高:37億円(2025年3月期 単体決算)
従業員数:77名(2025年3月末時点)
HP:https://www.sankyo-seiki.com/
関連ニュース
・日刊工業新聞(機械・工具商社)
・機械・工具商社、自動化・省エネに需要 通期見通し全社営業増益(2026/5/26)
・機械・工具商社8社の通期見通し、全社増収 海外拡充・自動化提案を促進 (2025/5/22)
・機械・工具商社8社の通期予想、全社増収営業増益 半導体・EV投資追い風 (2024/5/27)
・機械・工具商社8社の通期予想、7社増収 設備投資に慎重な見方 (2023/5/22)
・機械・工具商社8社の通期見通し、全社増収 自動化・脱炭素関連堅調 (2022/5/19)
・機械・工具商社、通期増益基調 自動化提案巻き返し (2021/5/20)
・機械・工具商社の通期見通し、全社未定 省人化需要に活路 (2020/5/18)
・機械・工具商社9社の今期、5社増収・営業増益 自動化や省人化期待 (2019/5/17)
・機械・工具商社9社の今期見通し、2社除き経常増益 受注好調続く (2018/5/17)
・機械・工具商社9社の前3月期、6社が営業減益 山善など円高響く (2017/5/16)
・機械工具商社9社の今期見通し、6社が増収増益−販売減補う事業で明暗 (2016/5/18)
・機械工具商社10社の前3月期、ユアサ除き増収増益−不安要素は中国景気 (2015/5/15)
参考
全日本機械工具商連合会(全機工連)(https://www.zenkikouren.jp/)