表面粗さとは?
表面粗さとは、部品の加工面の状態(凹凸)を表すもの。
表面粗さを示す指標は?
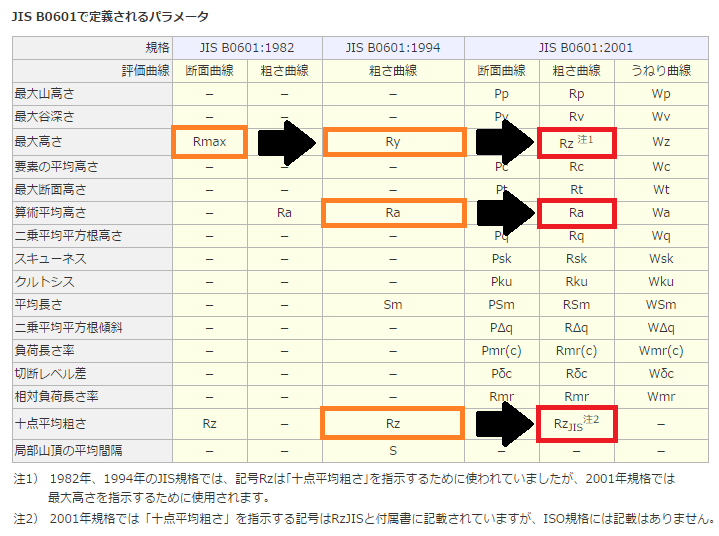
表面粗さを表すパラメータはJIS601(2001年)で定義されている。
実際に用いられる指標は算術平均粗さ(Ra)、最大高さ(Rz)、十点平均粗さ(RzJIS)。
※旧規格RmaxやRyは改正削除されているので古い情報に注意。
規格に関する情報【ミツトヨ】
算術平均粗さ(Ra)
一般的に「算術平均粗さ(Ra)」が面粗さの評価に利用される。
算術平均粗さ(Ra)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、この抜き取り部分の平均線から測定曲線までの偏差の絶対値を合計し、平均した値。一つの傷が測定値に及ぼす影響が非常に小さくなり、安定した結果が得られる。単位はマイクロメートル(μm)。
三角記号(▽▽)
仕上げ記号について、現在JISの推奨はRa記号であるが、機械加工の現場では三角記号が依然使用されている場合も多い。
~:仕上無し
▽:切削荒仕上(≒Ra25)
▽:切削荒仕上(≒Ra12.5)
▽▽:切削仕上(≒Ra6.3)
▽▽:切削仕上(≒Ra3.2)
▽▽▽:切削仕上/研磨仕上(≒Ra1.6)
▽▽▽:切削仕上/研磨仕上(≒Ra0.8)
▽▽▽:切削仕上/研磨仕上(≒Ra0.4)
▽▽▽▽:研磨鏡面仕上(≒Ra0.2)
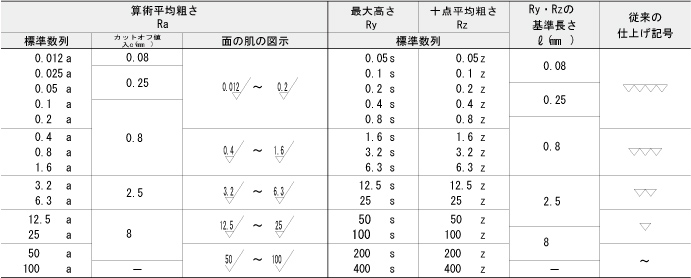
【参考】算術平均粗さ(Ra)と従来の表記の関係
画像で見る表面粗さ
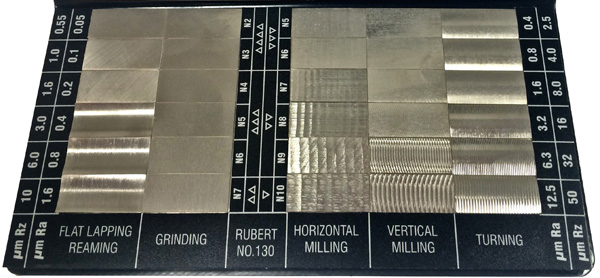
面粗さ標準片(▽~▽▽▽▽)
加工方法により見た目は若干異なる。▽~▽▽▽までの面粗さは目視でおおよそ確認できる。
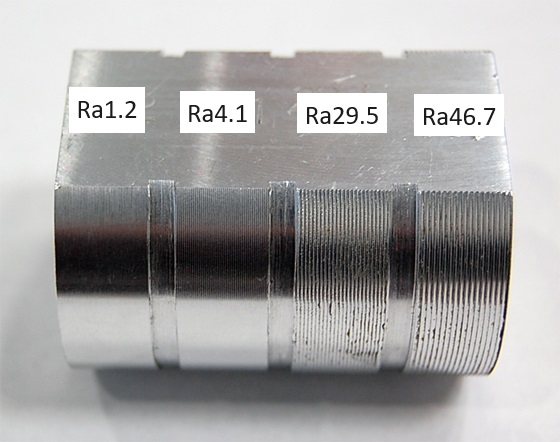
面粗さ標準片(Ra1.2~Ra46.7:▽~▽▽▽)
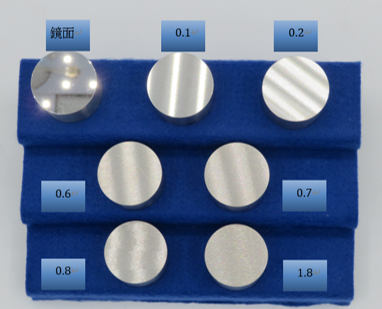
面粗さ標準片(Ra1.8~Ra0.1:▽▽▽~▽▽▽▽)
鏡面研削加工(Ra0.015:▽▽▽▽)
面粗さRz200nm以下になると、鏡のように曇りのない見た目。
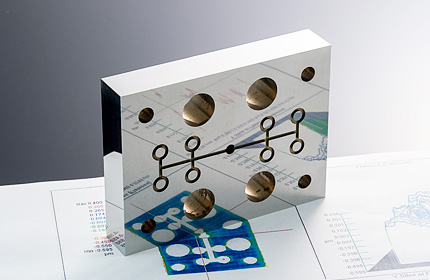
樹脂レンズ金型の鏡面研削加工【株式会社ナガセインテグレックス】
動画で見る研磨加工
旋盤→研磨→ラップ仕上げ(▽▽→▽▽▽▽)
平面研削(機械加工:▽▽▽)
ロータリー平面研削(機械加工:▽▽▽)
センターレス研削(機械加工:▽▽▽)
ラッピング(機械加工:▽▽▽▽)
ラッピング(lapping)とは、金属またはガラスの研摩液と混合した遊離砥粒を入れ、比較的やわらかく耐摩耗性の優れた工具(ラップ材)と、被研摩材の間に研摩材を置いて両者間に圧力を与えてすり合わせる方法をいう。
バフ研磨(手加工:▽▽▽▽)
バフ研磨(buffing)とは、金属表面をきれいにする加工法で、バフ磨きともいわれる。布、皮、ゴムなど柔軟性のある素材でできた軟らかいバフに、砥粒を付着させ、このバフを回転させながら工作物に押し当てて表面を磨く加工である。
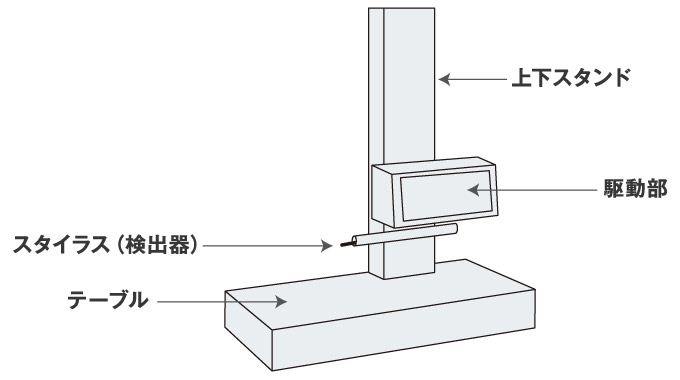
表面粗さ測定方法
表面粗さは「表面粗さ計」で測定する。
従来、ダイヤモンド製の触針を用いた機種が一般的だったが、半導体などの表面を測定する際に傷をつける恐れがあることから、光学タイプのものが普及している。
平面だけでなく、曲面の測定が可能な機種があるほか、最近では表面の測定データをもとに形状を三次元画像で表示できるものもある。
キーエンス測定器ナビ:CHAPTER 3測定機の種類と特徴