超硬工具とは
超硬工具とはタングステンやコバルトなどの金属粉末を焼き固めた「超硬合金」を使用した工具の総称。金属を削る「切削工具」や、強い摩擦に耐える「耐摩耗工具(金型やロールなど)」に用いられる。
このページでは特に切削工具(超硬チップ、エンドミル、ドリルなど)を製造するメーカーをまとめる。
超硬工具の市場規模
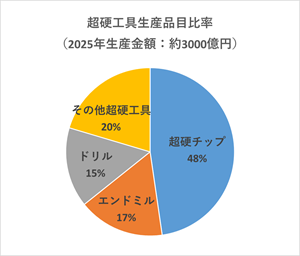
日本の超硬工具の市場規模は年間生産額約3000億円(2025年機械工具機械統計)。品目別の構成比を見ると、全体の約50%を超硬チップ(旋削、転削)が占め、エンドミル、ドリルが次ぐ。
超硬工具のシェア
超硬工具分野の世界シェアは、1位Sandvik、2位IMCグループ(イスカル)。
日本国内では三菱マテリアルと住友電工がトップシェア。
超硬工具メーカー(国内)
三菱マテリアル株式会社【5711】
国内トップシェアの切削工具メーカー。超硬製品は「超硬製品事業部」。
「MOLDINO(旧日立ツール)」を完全子会社化(2020年)
ブランド:「DIAEDGE」から「三菱マテリアル」に変更(2025年)
本社:東京都
売上高:約1,488億円(超硬製品事業/2025年3月期)
従業員数:18,452名(連結合計/2025年3月末現在)
主要製品:旋削チップ、ドリル、エンドミル、転削カッター、耐摩耗工具、建設工具
海外売上比率:約60%
HP:https://www.mmc-carbide.com/jp/
YouTube:https://www.youtube.com/user/mmtcjp
住友電工ハードメタル株式会社【非上場】
国内トップシェアの切削工具メーカー。
超硬合金の他、CBN焼結体およびダイヤモンド焼結体製切削工具を製造。
住友電気工業株式会社【5802】から分社化(2003年)。
ブランド:イゲタロイ(超硬)、スミボロン(CBN)、スミダイヤ(PCD)
本社:兵庫県
売上高:585億6,700万円(単体/2025年3月期)
従業員数:578名(単体)
生産品目:旋削チップ、ドリル、エンドミル、転削カッター、耐摩耗工具・素材
海外売上比率:約60%
HP:https://www.sumitool.com/
YouTube:https://www.youtube.com/user/SumiTool
京セラ株式会社【6971】
コンデンサーなど電子部品大手。機械工具の売上構成比は約13.8%。
SGSツールカンパニー(米国)を買収(2016年)
本社:京都府
売上高:約2,850億円(機械工具事業のみ/2025年3月期)
生産品目:旋削チップ、ドリル、エンドミル、転削カッター
海外売上比率:約70%以上(機械工具事業)
HP:https://www.kyocera.co.jp/prdct/tool/index.html
YouTube:https://www.youtube.com/user/KyoceraCuttingTool
株式会社タンガロイ【非上場】
IMCグループ(イスカル社)(2008年11月~)。
※IMCグループは、イスカル社を中核とする切削工具メーカーグループ。日本のタンガロイ社、アメリカ/ドイツのインガソル社、韓国のテグテック社をはじめ、15社以上によって構成されており、超硬切削業界では世界第2位の売上高。
切削加工のコミュニティサイト「キリコミ」を開設(2023年)(https://tungaloy.commmune.com/view/home)
本社:福島県
売上高:630億4,400万円(2025年12月期)
従業員数:グローバル:2,268名(2026年)
生産品目:旋削チップ、ドリル、エンドミル、転削カッター、摩擦摩耗工具、土木建設工具
海外売上比率:約70%
HP:https://subs.tungaloy.com/jp/
YouTube:https://www.youtube.com/channel/UCG8JZATd0cvtERQBLm7vJ8Q
オーエスジー株式会社【6136】
タップで高シェア誇る(国内シェア約52%、世界シェア約30%(2021年)。自動車産業向けを筆頭に、航空宇宙、半導体、医療など幅広い分野に強み。
本社:愛知県
売上高:連結 1,606億1,900万円(2025年11月期)
従業員数:連結 7,563名(2025年)
生産品目:タップ、ドリル、エンドミル、転削カッター、転造工具(ダイス)
海外売上比率:68.2%(2025年11月期)
HP:https://www.osg.co.jp/
YouTube:https://www.youtube.com/user/OSGJAPAN
株式会社MOLDINO(モルディノ)【非上場】
旧日立ツール。三菱マテリアルの完全子会社。
2015年に三菱日立ツール株式会社に社名変更。
2020年に株式会社MOLDINOに社名変更。
本社:東京都
売上高:201億6,000万円(2025年3月期)
従業員数:741名(2025年)
生産品目:ドリル、エンドミル、転削カッター
HP:http://www.moldino.com/
YouTube:https://www.youtube.com/channel/UCFmfccjLX_roNZ4Q5FvzCEQ
株式会社不二越【6474】
工具、ベアリング、産業用ロボット大手。油圧機器、工作機械、特殊鋼も。高シェアの独自製品多い。
本社:東京(創業地は富山県)
ブランド:NACHI(那智)
売上高:約330億円(工具のみ2024年3月期)
生産品目:ドリル、タップ、エンドミル、ブローチ、ギアカッタ
HP:https://www.nachi-fujikoshi.co.jp/products/tool.html
日進工具株式会社【6157】
「超硬小径エンドミル」に特化した精密切削工具メーカー。精密金型や半導体、電子部品、医療機器などの微細加工分野において圧倒的なブランド力を持つ。
本社:東京都
売上高:94億9,400万円(2026年3月期)
従業員数:グループ全体 377名(2025年)
生産品目:ドリル、エンドミル
海外売上比率:約30%
HP:https://www.ns-tool.com/ja/
YouTube:https://www.youtube.com/@ns_tool
ダイジェット工業株式会社【6138】
原料粉末からの一貫生産に強みを持つ、老舗の独立系総合超硬工具メーカー。自動車産業向けを中心に、航空宇宙や金型加工分野に強みを持つ。
ブランド:DIJET
本社:大阪府
売上高:92億9,200万円(2026年3月期)
従業員数:437名(2025年)
生産品目:ドリル、エンドミル、転削カッター、耐摩耗工具・素材
海外売上比率:57.2%(2026年3月期)
HP:https://www.dijet.co.jp/
HP:https://www.dijet-tool.com/
YouTube:https://www.youtube.com/@dijet8067
富士精工株式会社【6142】
自動車向けの特殊超硬切削工具(特注品)に強みを持つ中堅工具メーカー。
ブランド:C-max
本社:愛知県
売上高:204億6,500万円(2026年2月期)※工具以外も含む
従業員数:連結 1,215名(2025年)
生産品目:ドリル、転削カッター
HP:http://www.c-max.co.jp/
ユニオンツール株式会社【6278】
プリント配線板(PCB)用超硬ドリルで世界トップクラス(シェア約3割)を誇る、独立系の精密切削工具メーカー。微細加工技術に強みを持つ。
オンラインショップ開設(2024年)
本社:東京都(工場:新潟県)
売上高:401億6,500万円(2025年12月期)
従業員数:連結 1,530名(2025年)
生産品目:ドリル、エンドミル
海外売上比率:約70%以上
HP:https://www.uniontool.co.jp/
YouTube:https://www.youtube.com/user/UNIONTOOLJAPAN
株式会社彌満和製作所(やまわ)
じ切り工具(タップ・ダイス)で国内トップクラスのシェアを誇る、1923年創業の老舗精密切削工具メーカー。
ブランド:YAMAWA(やまわ)
本社:東京都
売上高:77億円(2024年12月期)
従業員数:750名(連結/2025年)
生産品目:タップ、ドリル
HP:https://www.yamawa.com/
YouTube:https://www.youtube.com/@YAMAWA-Japan
NTKカッティングツールズ株式会社
セラミック工具や自動旋盤用工具(スモールツール)に圧倒的な強みを持つメーカー。
日本特殊陶業株式会社の完全子会社として、2020年設立。
IMCグループ(イスカル社)(2022年~)。
テグテック製品の販売事業移譲(2024年~)
本社:愛知県
売上高:非公開
従業員数:約400名(単体/2026年)
生産品目:旋削チップ(セラミック)
HP:https://www.ntkcuttingtools.com/jp/
YouTube:https://www.youtube.com/user/NTKCUTTINGTOOLS
理研製鋼株式会社
「特殊鋼(鋼材)」「精密切削工具(ドリル)」「小型精密工作機械(自動旋盤)」の3つの柱を展開する、1936年創業の老舗メーカー。
株式会社不二越と業務提携(2005年)
本社:東京都(工場:新潟県)
売上高:75億5,000万円(2026年4月期実績)
従業員数:261名(2026年4月)
生産品目:ドリル
HP:https://www.rkn.co.jp/
グリーンツール株式会社
「切削工具のワンストップサービス」を信念に掲げ、工具の新品製造から再研削・再コーティング、さらには超硬廃材の買取(リサイクル)までを一貫して手掛ける。
本社:岡山県
従業員数:222名
取扱品目:エンドミル
HP:https://greentool.jp/
株式会社田野井製作所
100年以上の歴史を持つねじ切り工具(タップ・ダイス)の専門メーカー。
本社:埼玉県
従業員数:130名
生産品目:タップ
HP:http://www.tanoi-mfg.co.jp/index.html
YouTube:https://www.youtube.com/channel/UC0Pv-uPgEk8lrlz79fmiQ6w
岡﨑精工株式会社
1933年創業。「MCO工具(メタルカッター)」、超硬工具、ダイヤ・CBNホイールの3つをコア技術とする、老舗の総合切削工具・研磨材メーカー。
本社:大阪府
従業員数:150名
生産品目:ドリル、エンドミル
HP:https://www.okazaki-seiko.co.jp/
三洋工具株式会社
1964年創業。超硬合金とPCD(多結晶ダイヤモンド)を二大素材軸に、難削材加工や高精度加工に特化した特殊オーダーメイド工具を手掛ける開発型メーカー。
本社:東京都(工場:長野県)
従業員数:113名
生産品目:ドリル、エンドミル
HP:http://www.sanyotool.co.jp/
YouTube:https://www.youtube.com/channel/UCo2vVBZ1jqBfAR3fRK7K-lA
株式会社ニチアロイ
トヨタグループ「愛三工業株式会社」の連結子会社。
日本超硬株式会社から株式会社ニチアロイへ社名変更(2022年)
本社:愛知県
従業員数:81名
生産品目:ドリル、エンドミル
HP:https://www.nichialloy.co.jp/
株式会社信栄製作所
1962年創業。主に大手自動車メーカーや精密機械メーカー向けに、高精度なオーダーメイドの「特殊切削工具」を専門に手掛ける開発型メーカー。
本社:東京都
従業員数:90名
生産品目:ドリル、エンドミル
HP:https://shin-a.co.jp/
株式会社栄工舎
1950年創業。超硬・ハイス(高速度鋼)を用いた精密特殊切削工具の専門メーカー。特にリーマとカッターの分野において、標準品のラインナップ数で国内トップクラスの地位を誇る。
本社:東京都(工場:新潟県)
従業員数:90名(2026年)
生産品目:ドリル、エンドミル
HP:http://www.eiko-sha.co.jp/
YouTube:https://www.youtube.com/channel/UCea7X4ns7Elwd_TurzsXohQ
株式会社DAIKO TOOL
1993年創業。使用済み工具に新品同様(あるいはそれ以上)の切れ味を蘇らせる「再生リペア(再研磨)」を主軸とし、そのノウハウを詰め込んだ自社ブランドの特殊超硬工具の開発・製造を手掛ける企業。
自社製オリジナル工具「ビートル」。
本社:福岡県
従業員数:85名
HP:https://www.daikokenma.co.jp/
エフ・ピー・ツール株式会社
リーマの専業メーカー
オーエスジー(OSG)の完全子会社(2020年)
本社:京都府
売上高:約11億円
従業員数:81名
生産品目:リーマ
HP:http://www.fptools.com/
YouTube:https://www.youtube.com/
協和精工株式会社
1963年創業。「精密切削工具(KYOWA)」と「高級腕時計(MINASE)」の2つの事業を両輪とする、秋田県を代表する超精密加工メーカー。
本社:秋田県
従業員数:80名
生産品目:ドリル、エンドミル
HP:https://kyowaseiko.co.jp/
YouTube:https://www.youtube.com/
株式会社アサヒ工具製作所
1949年創業。超硬の「ろう付け(ロー付け)工具」を中心に、マシニングセンタや複合加工機で使われる高精度な特殊切削工具をオーダーメイドで手掛けるリーディングカンパニー。
本社:奈良県
従業員数:65名
生産品目:ドリル、エンドミル
HP:https://asahikougu.co.jp/
株式会社東陽(長野県)
切削工具・光学部品・医療機器部品などの製造販売。
本社:長野県
従業員数:70名
生産品目:切削工具、光学部品、医療機器部品、精密機器部品
HP:https://www.toyo.vc/company/
信和精工株式会社
本社:大阪府
従業員数:60名
生産品目:ドリル、エンドミル
HP:http://sinwaseikou.com/
株式会社サイトウ製作所
小径工具に強み
ブランド名:ATOM
本社:東京都(工場:宮城県)
従業員数:59名
生産品目:ドリル、エンドミル
HP:https://www.atom21.co.jp/
YouTube:https://www.youtube.com/channel/UCYqczh9lVyR3EPWJBDYs0OA
菱高精機株式会社
自動車・航空機・ロボットなどの精密加工分野に向けた特殊工具に強み。
本社:高知県
従業員数:52名
生産品目:ドリル、エンドミル
HP:http://www.ryoco.co.jp/
YouTube:https://www.youtube.com/@ryoco2830
株式会社コイズミツール
超硬合金・ダイヤモンド工具・CBN工具・切削工具・製作及び再研磨。
本社:神奈川県
従業員数:50名
生産品目:ドリル、エンドミル
HP:https://www.koizumitool.co.jp/
株式会社三興製作所
本社:群馬県
従業員数:50名
取扱品目:超硬工具、ハイス工具
HP:https://www.sanko-endmill.co.jp/
株式会社石川工具研磨製作所
再研磨と特殊工具の製作
本社:静岡県
従業員数:45名
取扱品目:エンドミル
HP:https://www.ishikawatool.co.jp/
フクダ精工株式会社
再研磨と特殊工具の製作
本社:大阪府
従業員数:37名
取扱品目:超硬工具、ハイス工具
HP:http://fukudaseiko.co.jp/
株式会社イワタツール
センタードリルをはじめとする切削工具メーカー。『トグロン』
本社:愛知県
売上高:10億円(2022年3月実績)
従業員数:35名
生産品目:ドリル、エンドミル
HP:https://www.iwatatool.co.jp/
YouTube:https://www.youtube.com/user/IWATATOOL01
富士元工業株式会社
面取り工具に強み。
ブランド:NICECUT(ナイスカット)
本社:大阪府
従業員数:26名
生産品目:転削カッター
HP:https://nicecut.co.jp/
YouTube:https://www.youtube.com/@onlyonementori
株式会社ソリッドツール
本社:大阪府
従業員数:24名
生産品目:ドリル、エンドミル
HP:https://solidtool.co.jp/
株式会社カワイエンジニアリング
超精密超硬切削工具の設計製作・治工具・各種装置部品。
本社:岐阜県
従業員数:21名
生産品目:ドリル、エンドミル
HP:https://www.kawai-engineering.co.jp/
大洋ツール株式会社
本社:東京都
従業員数:20名
生産品目:Tスロットカッター、サイドカッター、エンドミル、リーマ
HP:https://www.taiyo-tool.co.jp/
株式会社エムエーツール
メタルソーの専門メーカー。
本社:福井県
従業員数:20名
生産品目:メタルソー
HP:http://www.matool.jp/
YouTube:https://www.youtube.com/@matool800
株式会社ヤマト
本社:大阪府
従業員数:20名
生産品目:ドリル、エンドミル、特殊工具
株式会社ギケン
ハイブリッドドリルの販売。『ゼロバリ』
本社:福井県
従業員数:17名
生産品目:ドリル
本社:福井県坂井市
HP:https://www.kk-giken.com/
坂本精工株式会社
小径バニシングドリル・リーマなどの小径超硬工具専門メーカー。
本社:大阪府
従業員数:14名
生産品目:ドリル、エンドミル
本社:大阪府八尾市
HP:http://www.sakamoto-seiko.com/
株式会社日進
難削材の加工用に特化した工具に強み。『ファルコンエンドミル』
本社:大阪府
HP:https://nansaku-nissin.com/
ORS株式会社
OSGグループ。各種切削工具の再研磨、改造、製作。
本社:愛知県
従業員数:158名
生産品目:ドリル、エンドミル
HP:https://www.ors-kk.co.jp/
株式会社クリエイトツール
OSGグループ。超硬エンドミル製造、超硬ドリル/リーマ製造、その他特殊カッター製造 再研磨・再コーティング事業
本社:広島県
従業員数:30名
生産品目:ドリル、エンドミル
HP:https://www.create-tool.com/
シー・ケィ・ケー株式会社
本社:愛知県
従業員数:連結275名
生産品目:ドリル、エンドミル
HP:https://www.ckk-tool.co.jp/
超硬工具メーカー(ツーリング)
株式会社日研工作所
ツーリングメーカー。超硬リーマも販売。
本社:大阪府
従業員数:452名
生産品目:リーマ
HP:https://www.nikken-kosakusho.co.jp/
YouTube:https://www.youtube.com/
大昭和精機株式会社
ツーリングメーカー。転削カッターも販売。『フルカットミル』
本社:大阪府
生産品目:ドリル、エンドミル
HP:https://www.big-daishowa.co.jp/
YouTube:https://www.youtube.com/@BIGDAISHOWA
超硬工具メーカー(商社系)
株式会社ジーネット
機械工具商社(卸)。自社ブランドの切削工具を販売。
ブランド:ギガ・セレクション-リミテッド
本社:大阪府
売上高:622億
従業員数:444名
生産品目:ドリル、エンドミル
HP:https://g-net.co.jp/gigaselection/products/carbide
さくさく株式会社
2019年設立。Cominixの子会社。
機械工具商社(インターネット)。自社ブランドの切削工具を販売。
本社:大阪府
ブランド:SAKUSAKU
生産品目:旋削チップ、ドリル、エンドミル
HP:https://sakusakuec.com/shop/default.aspx
旭商工株式会社
機械・工具総合商社
ブランド:TOTIME
本社:大阪府
従業員数:96名
生産品目:ドリル、エンドミル
HP:https://totimeweb.com/
HP:https://www.astt.co.jp/
YouTube:https://www.youtube.com/channel/UCCqel3bsb-TX4P5EPbZcZAw
丸一切削工具株式会社
機械工具商社(卸)。自社ブランドの切削工具を販売。
ブランド:THECUT
本社:大阪府
従業員数:86名
生産品目:ドリル、エンドミル
HP:http://www.thecut.co.jp/
ノガ・ウォーターズ株式会社
手動バリ取り工具・スクレーパーや、ドライバー、六角レンチなどの作業工具など、海外メーカー製品を取り扱う、輸入代理店企業。
本社:埼玉県
生産品目:ドリル、エンドミル
HP:http://www.noga.co.jp/index.html
ツールドインターナショナル株式会社
機械工具商社(輸入)。「7leaders」等。
本社:東京都
生産品目:ドリル、エンドミル
本社:東京都
HP:https://toolde.co.jp/
足立総業株式会社
機械工具・切削工具の総合卸販売および輸入工具の取り扱い。JLC社(金利成切削刀具有限公司)およびYT社(YIH TROUN)製品の日本代理店。
本社:埼玉県
生産品目:超硬エンドミル、ドリル、ミーリングカッター、測定工具、電動工具、作業工具など
HP:https://adachisogyo.co.jp/
株式会社Kamogawa
生産財の総合卸販売およびプライベートブランド製品の企画・販売
本社:京都府
生産品目:切削工具、測定工具、作業工具、FA関連機器、オーダーメイド製品など
HP:http://www.kamog.co.jp/
株式会社ライノス
切削工具・関連製品の輸入販売及び開発製品の販売
本社:大阪府
生産品目:ドリル、エンドミル
HP:https://rhinos.co.jp/
株式会社インプラス
2017年創業。
本社:大阪府
従業員数:5名
生産品目:ドリル、エンドミル
HP:https://inplus.co.jp/
株式会社エスラ
超硬切削工具・特殊切削工具の製作および輸入販売。韓国WIDIN社の正規代理店。オリジナルブランド「SRA」シリーズも展開。
本社:茨城県
HP:http://www.sratool.co.jp/
株式会社ノア
切削工具・特殊工具の製造および輸入販売。
本社:東京都
生産品目:小径ドリル、特殊リーマ、エンドミル
HP:https://www.kknoah.co.jp/
株式会社プロスト
台湾・韓国メーカーの高性能工具を輸入。短納期・再研磨・追加工にも対応。独自ブランド「PRO」シリーズを展開
本社:大阪府
生産品目:ドリル、エンドミル
HP:https://www.prost-tool.com/
超硬工具メーカー(海外)
Sandvik・Coromant(サンドビック・コロマント)
Sandvikグローバル工業技術企業で、金属加工、鉱山機械、材料技術などを展開する巨大グループ。Sandvik・Coromantは、その中の金属切削工具部門であり、旋削・穴あけ・フライス加工などの工具と加工ソリューションを提供している。
本社:スウェーデン
HP:https://www.sandvik.coromant.com/ja-jp?country=jp
YouTube:https://www.youtube.com/user/sandvikcoromant
Walter AG(ワルターAG)
Sandvikグループ。OSGと業務提携。
本社:ドイツ
HP:https://www.walter-tools.com/ja-jp
YouTube:https://www.youtube.com/user/waltertools
Seco Tools(セコ・ツールズ)
Sandvikグループ
本社:スウェーデン
HP:https://www.secotools.com/
YouTube:https://www.youtube.com/@SecoToolsAB
Dormer Pramet(ドーマー・プラメット)
Sandvikグループ
本社:チェコ共和国
HP:https://www.dormerpramet.com/jap/ja/
YouTube:https://www.youtube.com/@Dormerpramet
Kennametal(ケナメタル)
本社:アメリカ
HP:https://www.kennametal.com/content/kennametal/jp/ja/home.html
YouTube:https://www.youtube.com/c/KennametalInc
WIDIA(ウィディア)
Kennametalグループ
本社:アメリカ
HP:https://www.widia.com/content/widia/jp/ja/home.html
YouTube:https://www.youtube.com/c/WIDIAtools
Iscal(イスカル)
IMCグループ
本社:イスラエル
HP:https://www.iscar.co.jp/index.aspx/countryid/10
YouTube:https://www.youtube.com/user/ISCARJAPAN
TaeguTec(テグテック)
IMCグループ(イスカル社)。NTKが日本国内の総代理店(2024年~)
本社:韓国
HP:https://www.taegutec.co.jp/SFEEDTEC/pages/JP/index.html
YouTube:https://www.youtube.com/@taegutecfamily
Ingersoll(インガソル)
IMCグループ(イスカル社)。
本社:アメリカ
HP:https://www.ingersoll-imc.com/
YouTube:https://www.youtube.com/IngersollCuttingTool
EMUGE FRANKEN(エムーゲ・フランケン)
本社:ドイツ
HP:https://www.emuge-franken.jp/
YouTube:https://www.youtube.com/@emugefrankentv
CERATIZIT(セラティジット)
OSGが国内総代理店(2012年~)
本社:ルクセンブルク
HP:https://www.ceratizit.com/
YouTube:https://www.youtube.com/user/eCERATIZIT
Guhring(グーリング)
本社:ドイツ
HP:https://www.guhring.co.jp/
YouTube:https://www.youtube.com/user/guhringjapan
HORN(ホーン)
本社:ドイツ
生産品目:溝入れ工具
代理店:株式会社IZUSHI
HP:https://www.horn-group.com/
YouTube:https://www.youtube.com/@PaulHornTools
MAPAL(マパール)
本社:ドイツ
生産品目:ドリル、エンドミル
HP:https://mapal.com/ja-jp/
YouTube:https://www.youtube.com/@MAPAL-Group
YG-1(ワイジー・ワン)
本社:韓国
取扱品目:ドリル、エンドミル、転削カッター
HP:https://www.yg1.kr/jap/about/ourcompany.asp
YouTube:https://www.youtube.com/@yg1cuttingtools
LMT Tools(エルエムティ・ツールズ)
Fette社とKieninger社を含む技術連携型グループ
本社:ドイツ
取扱品目:ドリル、エンドミル、転削カッター
HP:https://www.lmt-tools.com/en
YouTube:https://www.youtube.com/@LMTTools_Germany
Pokolm(ポコルム)
高精度ミーリング工具の専門メーカー。金型加工や高硬度材の切削に強みを持つ。
本社:ドイツ
取扱品目:エンドミル、転削カッター
HP:https://www.pokolm.com/en
YouTube:https://www.youtube.com/@PokolmPremiumtools
ZCC Cutting Tools(ゼットシーシー・カッティングツールズ)
中国最大級の超硬切削工具メーカー。
日本語での通称は『株洲(しゅしゅう)ダイヤモンド切削工具株式会社』
本社:中国
取扱品目:旋削インサート、超硬ドリル、エンドミル、フライスカッター、ツールホルダー
HP:https://www.zccct.com/
YouTube:https://www.youtube.com/@zcccuttingtoolseuropegmbh1979
Fraisa(フライザ)
スイス・Bellachに本社を置く高精度切削工具メーカー
本社:スイス
取扱品目:エンドミル、ドリル、タップ、マイクロツール
HP:https://www.fraisa.com/ch/en/
YouTube:https://www.youtube.com/@FraisaGroup
Hoffmann Group(ホフマン・グループ)
GARANT・HOLEXなどの自社ブランドを展開するヨーロッパ最大級の工具商社
本社:ドイツ取扱品目:切削工具、測定工具、作業工具、工場設備、PPE(個人保護具)
HP:https://www.hoffmann-group.com/US/en/hus/
YouTube:https://www.youtube.com/@HoffmannGroupDeutschland
HAM(ハム)
超硬・ダイヤモンド工具に特化した精密切削工具メーカー。
(Hartmetallwerkzeugfabrik Andreas Maier GmbH)
本社:ドイツ
取扱品目:超硬ドリル、ルータービット、エンドミル、ダイヤモンドコーティング工具
HP:https://ham-tools.com/
Boehlerit(ベーラリット)
Boehleritは1932年に創業され、切削材料、半製品、精密工具、摩耗保護部品などを幅広く展開。特にクランクシャフト加工、ロータリーピーリング、重切削などの高負荷加工に対応する特殊工具に強みがある。
本社:オーストリア)
取扱品目:フライス工具、旋削工具、穴あけ工具、成形工具、クランクシャフト加工用特殊工具
HP:https://www.boehlerit.com/en/
YouTube:https://www.youtube.com/@boehlerit3894
Korloy(コーロイ)
韓国を代表する総合切削工具メーカー。
旋削・フライス・穴あけなど幅広い分野に対応
本社:韓国
取扱品目:旋削工具、ミーリング工具、ドリル、ねじ切り工具、マルチ機能工具
HP:https://www.korloy.com/en/main/main.do
YouTube:https://www.youtube.com/@Korloyinc
GARR TOOL(ギャール・ツール)
米国製の高品質ソリッド工具を専門とする切削工具メーカー
本社:アメリカ・ミシガン州
取扱品目:ソリッドエンドミル
HP:https://www.garrtool.com/
YouTube:https://www.youtube.com/@garrtool7016
Harvey Performance Company(ハーヴィー・パフォーマンス・カンパニー)
複数ブランドを展開。精密加工から高効率加工まで幅広く対応。
Harvey Tool(小径・特殊形状エンドミルに強み)
Helical Solutions(高性能・大径エンドミルに特化)
本社:アメリカ
取扱品目:マイクロエンドミル、特殊形状工具、高性能エンドミル、アルミ・チタン合金向け工具
HP:https://www.harveytool.com/
HP:https://www.helicaltool.com/
YouTube:https://www.youtube.com/@HarveyToolCo
YouTube:https://www.youtube.com/@HelicalSolutions
AXIS(アクシス)
インドのIND-SPHINX Precision Ltd.が展開する高精度マイクロ切削工具ブランド。日本ではケンマージャパンが取り扱い。
本社:インド
取扱品目:マイクロドリル、エンドミル、難削材対応工具、MMP処理工具、医療・時計・電子部品向け特殊工具
HP:https://axis-microtools.com/
YouTube:https://www.youtube.com/channel/UCg1KSLEkUTqrZi1hXSSwk_Q
Al Ruqee Machine Tools(アルルキー・マシンツールズ)
サウジアラビアを拠点とする中東最大級の産業機械・工具サプライヤー。1990年設立以来、金属加工・溶接・自動化・教育分野に幅広く対応。
本社:サウジアラビア
取扱品目:切削工具、板金加工機械、溶接ロボット、CNC工作機械、測定機器、工場設備、教育訓練機器
HP:https://www.alruqee.com/
DYC
日本法人「DYC JAPAN」と連携し、日本市場にも製品を供給
本社:韓国
取扱品目:ドリル、エンドミル
HP:http://www.dyctool.co.kr/
参考リンク
・超硬工具メーカー|製造、販売を行う企業一覧(http://www.toishi.info/link/hardmetaltools.html)
・日本機械工具工業会(https://www.jta-tool.jp/)